Português
Serviço de Impressão 3D por Directed Energy Deposition
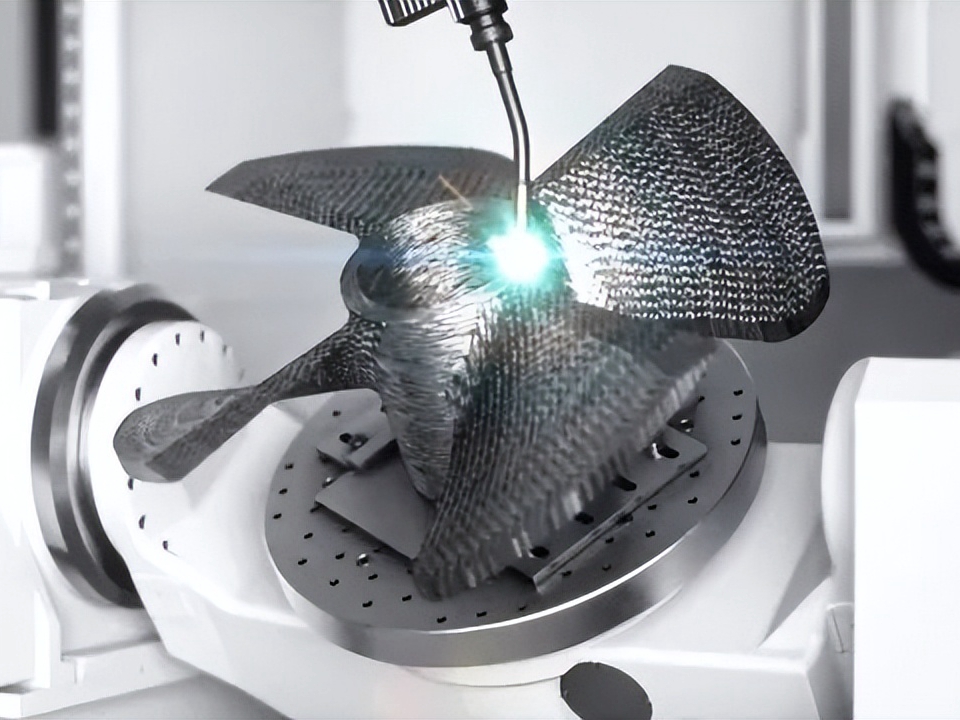
O nosso Serviço de Impressão 3D por Directed Energy Deposition utiliza as tecnologias Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) e Wire Arc Additive Manufacturing (WAAM). Estes métodos permitem a produção de peças metálicas de alto desempenho, ideais para reparações, revestimentos e geometrias complexas nos setores aeroespacial, automóvel e industrial.

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Vantagens do Serviço de Impressão 3D por Directed Energy Deposition
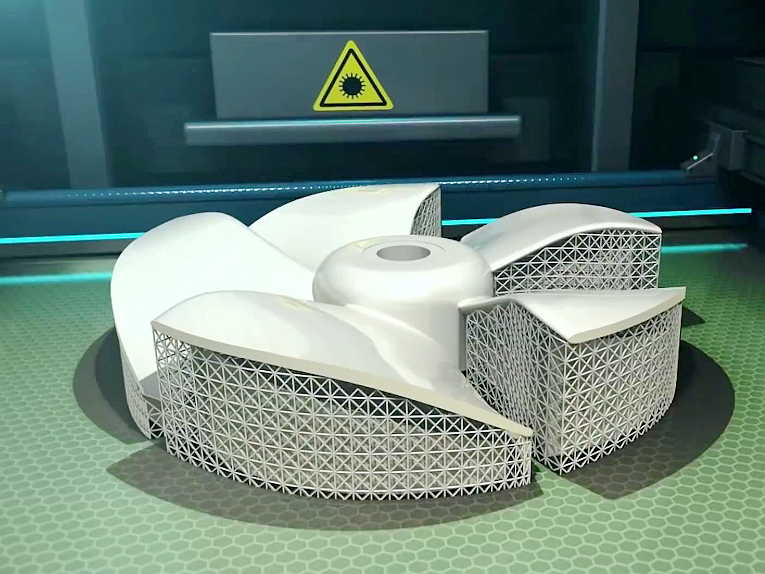
O Serviço de Impressão 3D por Directed Energy Deposition utiliza fontes de energia focadas para fundir e depositar material sobre substratos, possibilitando reparação, ligações e fabrico de grandes componentes metálicos. É ideal para produzir peças robustas com propriedades à medida em aplicações industriais exigentes.

LMD vs. EBAM vs. WAAM
Esta comparação destaca aspetos-chave do Laser Metal Deposition (LMD), Electron Beam Additive Manufacturing (EBAM) e Wire Arc Additive Manufacturing (WAAM), incluindo tecnologia, materiais, complexidade, acabamento de superfície, velocidade, precisão, custo, aplicações e impacto ambiental.
Comece um novo projeto hoje
Diretrizes de Design para Peças Impressas em 3D por Directed Energy Deposition
Estas diretrizes fornecem recomendações de design para peças produzidas com Directed Energy Deposition (DED). Segui-las ajuda a otimizar robustez mecânica, precisão e qualidade de superfície, considerando efeitos térmicos e necessidades de pós-processamento.
Frequently Asked Questions
Explorar recursos relacionados


Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 3dp Precision Works Ltd.All Rights Reserved.