Maior Densidade: Aumente a Resistência e Confiabilidade com HIP
Introdução
Em aplicações de engenharia de alto desempenho, defeitos internos como porosidade (tipicamente 0,5–5% em peças fundidas ou fabricadas aditivamente) podem comprometer significativamente a resistência, a vida à fadiga e a confiabilidade de longo prazo. Mesmo vazios em microescala (10–100 μm) podem atuar como locais de iniciação de trincas sob carregamento cíclico.
O Prensagem Isostática a Quente (HIP) é uma solução comprovada para eliminar tais defeitos, atingindo densidades de até 99,9–100%. Na Neway, o HIP é integrado ao nosso fluxo de trabalho de fabricação juntamente com fundição de metais e impressão 3D, garantindo que os componentes atendam aos requisitos estruturais e de confiabilidade mais exigentes.
O que é Prensagem Isostática a Quente (HIP)?
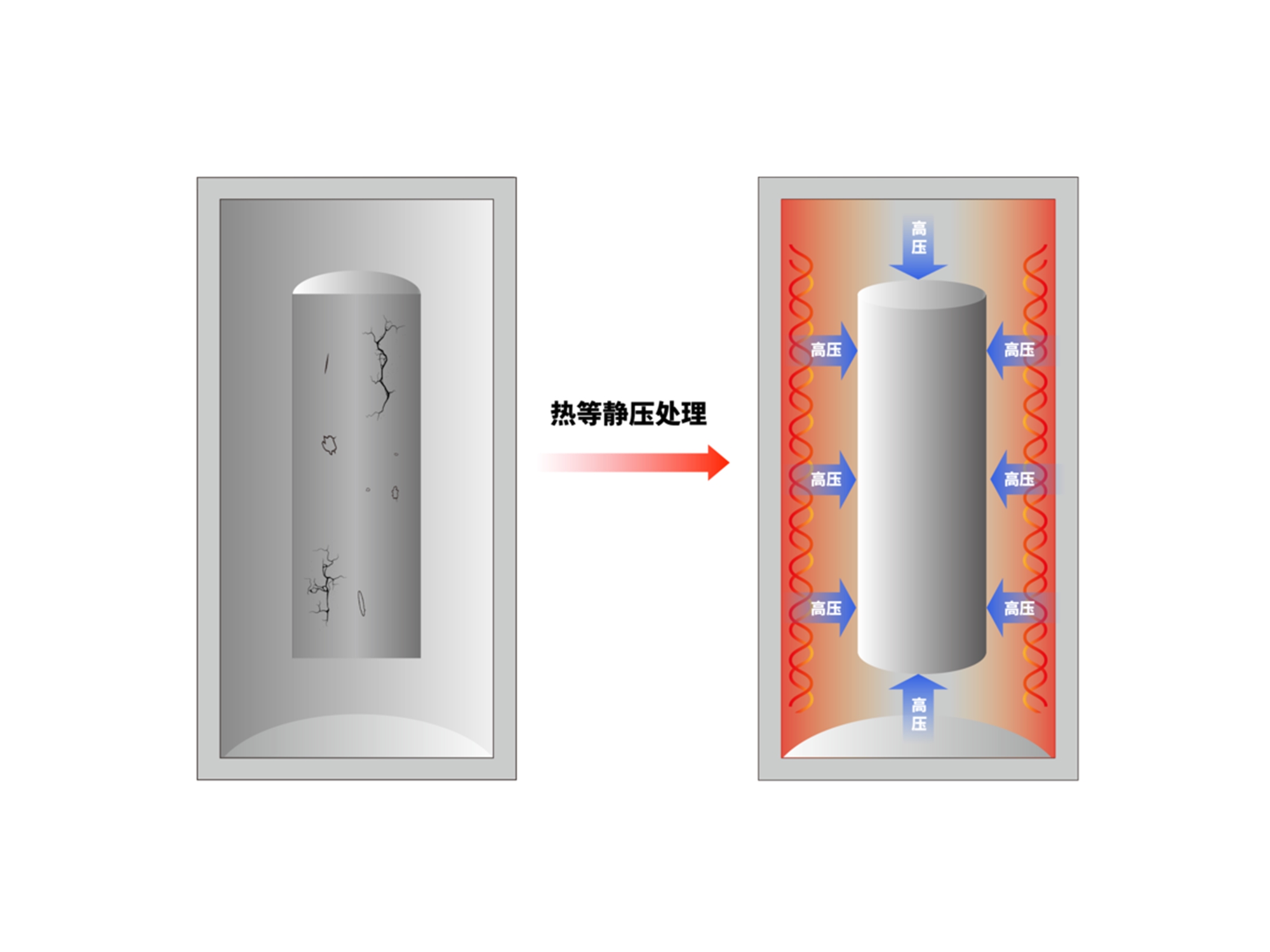
O Prensagem Isostática a Quente (HIP) é um processo termodinâmico que aplica alta temperatura e pressão uniforme de gás para densificar componentes metálicos. Os parâmetros típicos de HIP industrial incluem:
• Faixa de temperatura: 900–1250°C (dependendo da liga)
• Faixa de pressão: 100–200 MPa (≈14.500–29.000 psi)
• Tempo de manutenção: 2–4 horas (pode estender para 6+ horas para seções espessas)
• Atmosfera: gás inerte (argônio)
Sob essas condições, o material sofre deformação plástica e ligação por difusão, fechando poros internos e eliminando defeitos de retração sem alterar a geometria externa.
Por que a Densidade Importa em Componentes Metálicos
A relação entre densidade e desempenho mecânico é direta e mensurável:
• Um aumento de 1% na porosidade pode reduzir a vida à fadiga em até 30–50%
• Materiais totalmente densos (≥99,9%) podem melhorar a resistência à fadiga em 2–5× em comparação com estruturas porosas
• Taxas de vazamento em componentes sob pressão podem cair de 10⁻³ para abaixo de 10⁻⁹ mbar·L/s após HIP
• Melhorias na resistência à tração de 5–15% são comumente observadas
• A vida de iniciação de trinca por fadiga pode aumentar em mais de 300%
Para aplicações críticas de segurança, atingir porosidade quase zero não é opcional — é essencial.
Como o HIP Funciona: Fundamentos do Processo
O processo HIP opera sob mecanismos de difusão acoplados térmica e impulsionados por pressão:
• A pressão externa aplica tensão compressiva isotrópica
• A temperatura elevada ativa a difusão atômica
• Vazios internos colapsam e se ligam através de fluência e difusão
• Os contornos de grão se curam, melhorando a uniformidade microestrutural
• As tensões residuais são reduzidas em 30–70%
O resfriamento controlado evita distorção e preserva a estabilidade dimensional.
HIP para Componentes Fundidos
Nos processos de fundição, os níveis típicos de porosidade variam de 0,5% a 2%, dependendo do controle do processo e da liga. Mesmo em processos de alta pressão, como fundição sob pressão de alumínio, microporosidade e aprisionamento de gás ainda podem ocorrer.
O tratamento HIP proporciona melhorias mensuráveis:
• Redução da porosidade: de ~1–2% → <0,05%
• Aumento da resistência à fadiga: +50% a +200%
• Melhoria na estanqueidade: redução de até 10⁶× na permeabilidade
• Melhoria na resistência ao escoamento: tipicamente +5–10%
Isso é crítico para invólucros de pressão, peças estruturais automotivas e sistemas de fluidos.
HIP para Manufatura Aditiva
Os processos de manufatura aditiva de metais (ex.: LPBF, WAAM) frequentemente exibem níveis de porosidade de 0,1–1,5% devido a defeitos de falta de fusão ou gases aprisionados.
Quando combinado com fluxos de trabalho de protótipo rápido, o HIP transforma peças impressas em componentes de grau de produção:
• Aumento da densidade: de ~98,5–99,5% → ≥99,9%
• Melhoria da vida à fadiga: aumento de 2–4×
• Eliminação de defeitos de falta de fusão
• Alongamento melhorado: +10–25%
• Anisotropia reduzida nas propriedades mecânicas
Para aplicações aeroespaciais e médicas, o HIP é frequentemente necessário para atender aos padrões de certificação, como ASTM F2924 (Ti-6Al-4V).
Melhorias nas Propriedades Mecânicas Após HIP
O HIP aprimora múltiplas propriedades do material simultaneamente:
Resistência à Fadiga: Aumento de 50–300% dependendo da porosidade inicial
Resistência à Tração: Tipicamente +5–15%
Ductilidade: Melhoria no alongamento de 10–30%
Tenacidade à Fratura: Resistência melhorada à propagação de trincas
Confiabilidade: Variabilidade reduzida entre lotes (desvio padrão reduzido em ~20–40%)
Essas melhorias são particularmente valiosas para aplicações de carregamento dinâmico.
HIP vs Outros Métodos de Pós-Processamento
O HIP é único porque aborda defeitos internos, diferentemente dos processos focados na superfície:
• A usinagem CNC melhora a precisão dimensional (±0,01–0,05 mm típico)
• A anodização aumenta a dureza superficial (HV 300–500) e a resistência à corrosão
• Revestimentos superficiais melhoram a resistência ao desgaste e a estética
• O HIP melhora a densidade interna e a integridade estrutural
Em componentes de alto desempenho, esses processos são complementares, não intercambiáveis.
Aplicações do HIP
O HIP é amplamente adotado em indústrias onde a falha não é aceitável:
• Aeroespacial: pás de turbina, suportes estruturais (vida à fadiga +200% típico)
• Automotiva: blocos de motor, invólucros de transmissão
• Óleo & gás: vasos de pressão com taxas de vazamento <10⁻⁹ mbar·L/s
• Médica: implantes que exigem porosidade quase zero
• Ferramental: moldes com resistência melhorada à fadiga térmica
Por exemplo, peças de alumínio de alto desempenho usadas em sistemas automotivos, semelhantes a componentes automotivos, dependem do HIP para garantir durabilidade de longo prazo.
HIP na Solução de Manufatura Tudo-em-Um da Neway
Na Neway, o HIP é integrado ao nosso serviço tudo-em-um, permitindo a combinação perfeita com fundição, manufatura aditiva, usinagem e acabamento.
Esta integração proporciona benefícios mensuráveis:
• Redução do lead time: 15–30% em comparação com fluxos de trabalho de múltiplos fornecedores
• Redução da taxa de defeitos: até 80%
• Consistência de processo melhorada entre lotes
• Rastreabilidade completa desde a matéria-prima até a inspeção final
Tendências Futuras na Tecnologia HIP
A tecnologia HIP continua a evoluir com melhorias mensuráveis:
• Redução do tempo de ciclo: até 20–40% com equipamentos avançados
• Integração com manufatura aditiva para produção certificada
• Monitoramento em tempo real e controle digital do processo
• Expansão para componentes maiores (>2 metros de diâmetro)
Esses avanços aumentarão ainda mais a eficiência e a aplicabilidade do HIP na manufatura moderna.
Conclusão
O Prensagem Isostática a Quente (HIP) é uma tecnologia crítica para atingir densidade quase total e maximizar o desempenho mecânico de componentes metálicos. Ao eliminar defeitos internos e melhorar a integridade microestrutural, o HIP aprimora significativamente a resistência, a vida à fadiga e a confiabilidade.
Na Neway, combinamos o HIP com processos de manufatura avançados para entregar componentes que atendem aos mais altos padrões de engenharia. Para aplicações onde desempenho e segurança são críticos, o HIP não é apenas uma opção — é uma necessidade.
Perguntas Frequentes
Quais materiais se beneficiam mais do HIP para maior densidade e resistência?
Como o HIP reduz a porosidade interna em peças impressas em 3D?
Quais melhorias nas propriedades mecânicas podem ser esperadas após o processamento HIP?
O HIP afeta a precisão dimensional da peça durante a densificação?
Existem limitações de tamanho ou geometria para peças submetidas ao HIP para aumento de densidade?



