Metal 3D Printing Cost Calculation: Get Instant Quotes for High-Quality Metal Printed Parts
Introduction
Metal 3D printing has transformed the manufacturing landscape by enabling rapid production of highly complex metal components. According to industry data, the global metal additive manufacturing market reached USD 4.5 billion in 2024 and is projected to grow at a CAGR of 23.5% through 2030. This growth is fueled by industries such as aerospace, automotive, and medical that demand lightweight, high-performance parts with intricate geometries.
A critical aspect for engineers and procurement teams is understanding and controlling Metal 3D Printing costs. Compared to conventional manufacturing, additive processes introduce new variables—material cost, machine operating time, post-processing, and design complexity all impact pricing.
Today, advanced digital platforms enable Instant Quotes for High-Quality Metal Printed Parts, streamlining procurement decisions and project timelines. However, accurate cost calculation requires a deep understanding of the full workflow. This article provides a professional engineering guide to the key factors affecting metal 3D printing costs, proven optimization strategies, and typical case study scenarios for high-performance applications.
What Are the Key Factors Affecting Metal 3D Printing Costs?
Understanding metal 3D printing cost structures requires analyzing multiple variables beyond simple material and machine rates. This section dissects the primary contributors to overall cost, enabling engineers to optimize design, material selection, and process planning for economic efficiency.
Material Selection and Price Impact
Material choice is a dominant cost driver in metal 3D printing. Metal powders for Superalloy applications (e.g., Inconel 718, Hastelloy X) can exceed USD 450–600/kg, driven by alloy complexity and strict aerospace-grade standards (AMS 5662, ASTM F3055).
Titanium Alloy powders such as Ti-6Al-4V (Grade 5) range from USD 250–350/kg, balancing excellent strength-to-weight ratios with biocompatibility for medical implants and aerospace parts.
In contrast, Stainless Steel powders (e.g., 316L or 17-4PH) offer a more affordable solution, typically USD 80–150/kg, making them suitable for industrial tooling and general engineering applications.
Beyond powder cost, powder reuse rates and required virgin material replenishment also influence material cost per part, particularly in Powder Bed Fusion systems.
Printing Technology and Equipment Costs
The choice of Powder Bed Fusion or Directed Energy Deposition directly affects hourly machine costs.
Powder Bed Fusion (SLM/DMLS) systems typically operate at USD 50–150 per machine hour, depending on laser count (1 to 4+), build chamber size, and inert gas usage (Argon/Nitrogen purity ≥ 99.999%).
Directed Energy Deposition offers higher deposition rates (~10–50 cm³/h vs. PBF ~5–20 cm³/h), lowering per-volume costs for large structural parts, but with reduced resolution. DED systems can operate at USD 80–200/hour, driven by multi-axis robot integration and complex path programming needs.
Post-Processing and Finishing Costs
Post-processing is essential in metal AM workflows, representing 30–50% of total part cost in many cases.
Typical finishing steps include CNC Machining for precision surfaces and critical fits, Heat Treatment to relieve residual stress or enhance mechanical properties (per AMS 2774, ASTM E8), and Surface Treatment for functional or aesthetic finishes.
Costs depend on feature tolerances (e.g., ±0.05 mm), required surface roughness (Ra ≤ 3.2 μm for aerospace), and part geometry complexity. Machining costs typically range from USD 30–100/hour, while specialty surface treatments can add USD 10–50 per part or more.
Cost Breakdown: Metal 3D Printing Workflow
A detailed cost breakdown provides engineers and buyers with a precise understanding of how each stage in the metal 3D printing workflow contributes to the final part price. This section follows a typical additive manufacturing process from design to finished part.
Design and Pre-Processing Stage
Engineering time in the design phase significantly influences project cost, particularly for complex geometries requiring Design for Additive Manufacturing (DFAM) optimization. Typical DFAM consulting rates range from USD 50–150/hour.
Critical steps include:
CAD model development
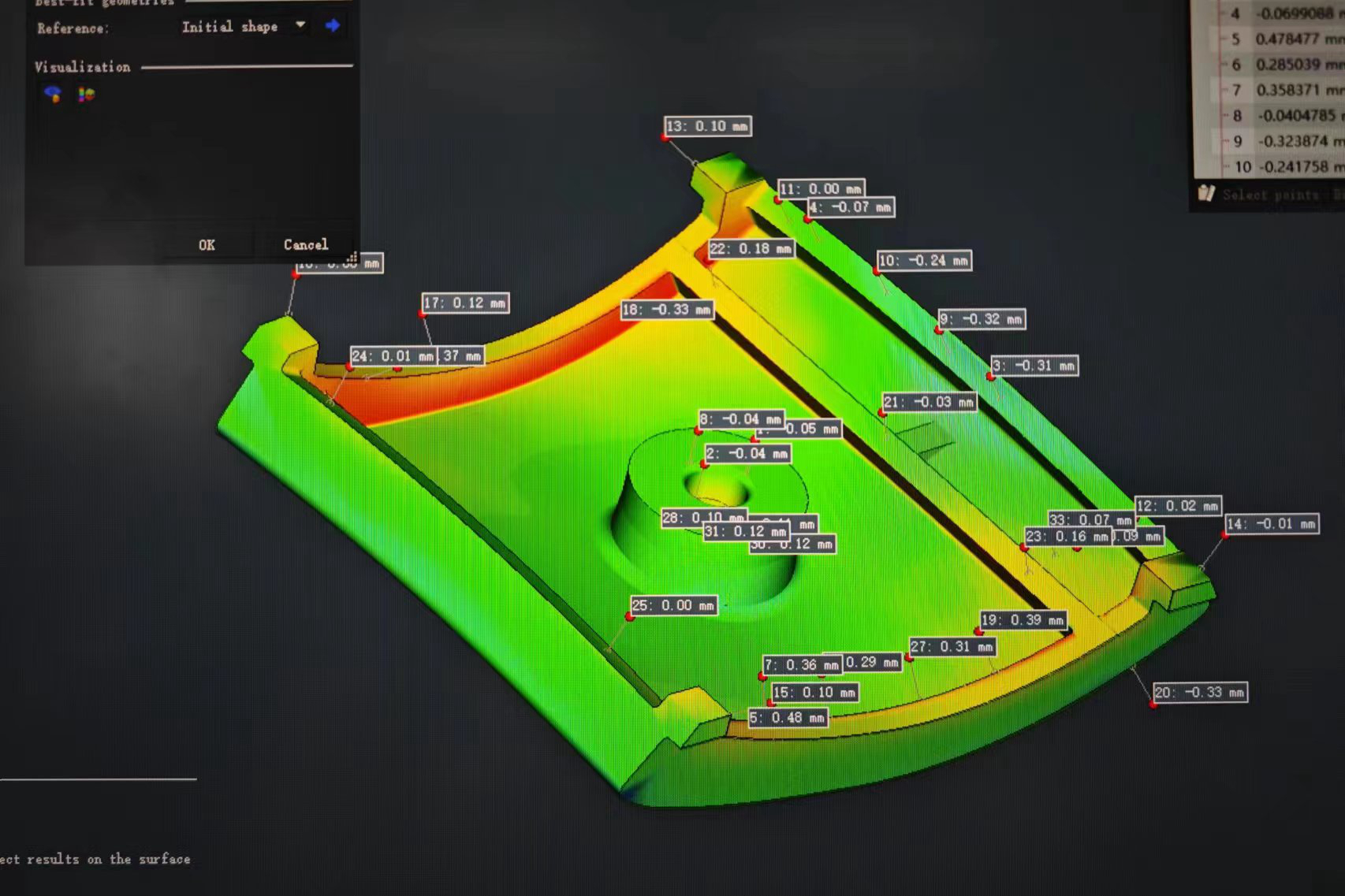
Finite element analysis (FEA) to predict distortion
Lattice structure optimization to reduce material use
Support structure design (impacting post-processing costs)
Advanced simulation software (e.g., Simufact Additive, Ansys Additive Suite) reduces trial-and-error iterations, saving substantial downstream costs.
Material Preparation Stage
High-quality powder preparation is essential to consistent part performance. Certified powders undergo:
Particle size distribution screening (typically 15–45 μm for PBF)
Flowability testing (Hall flow rate ≤ 30 s/50g)
Oxygen content control (≤ 100 ppm for aerospace-grade titanium alloys)
Material handling adds a minor direct cost (USD 5–10/kg) but significantly impacts quality assurance and scrap rates.
Printing Stage
The printing stage typically dominates direct manufacturing costs. Key contributors include:
Machine amortization (5-year lifecycle at ~4000–5000 print hours/year)
Machine hourly rates (USD 50–150/hr for Powder Bed Fusion, USD 80–200/hr for Directed Energy Deposition)
Labor for build setup and monitoring (~USD 30–50/hour)
Inert gas consumption (argon/nitrogen) at USD 5–10/hour
Energy usage (PBF ~5–10 kWh/hour)
Print time depends on layer thickness (20–60 μm), build height, and part density. For example, a 150 mm tall titanium aerospace bracket may require ~30–40 hours of PBF printing.
Post-Processing Stage
Post-processing often accounts for 30–50% of total part cost, especially for aerospace and medical components. Typical operations include:
CNC Machining to achieve tolerances of ±0.02–0.05 mm for mating surfaces and threads. Machining rates range from USD 30–100/hour, depending on material hardness and complexity.
Heat Treatment: stress-relief cycles (600–900°C, 2–4 hours for titanium alloys) or solution and aging treatments for superalloys and stainless steels. Typical cost: USD 50–200 per batch.
Surface Treatment: mechanical polishing (Ra ≤ 1.6 μm), anodizing, electropolishing, or TBC coatings depending on the target application. Surface finishing typically adds USD 10–50 per part.
Non-destructive testing (NDT), including CT scanning or dye penetrant inspection, adds USD 100–500 per batch for high-spec applications such as aerospace and medical.
How to Get Accurate Instant Quotes for Metal 3D Printed Parts
In modern engineering procurement, obtaining fast and reliable cost estimates is crucial for design iteration and production planning. Leveraging instant quoting platforms streamlines this process, but achieving accurate quotes requires understanding both system capabilities and the data required for precision estimation.
Online Quoting Platforms vs Traditional Quoting
Modern 3D Printing Service providers offer advanced web-based quoting engines. These systems employ AI-driven algorithms or rule-based cost models incorporating variables such as part volume, build time, material selection, post-processing, and delivery timelines.
Advantages of online instant quoting include:
Speed: Quotes generated in minutes versus days with traditional RFQ processes
Transparency: Clear cost breakdown across manufacturing stages
Configurability: Options for material grades, surface finishes, and delivery priorities
In contrast, traditional quoting often requires manual review by engineers or sales teams, introducing delays and inconsistencies, particularly for complex geometries or low-volume, high-mix production runs.
Statistically, online quoting reduces sourcing lead time by 30–60%, accelerating project timelines and enabling more agile product development.
Key Data Required for Accurate Cost Estimation
Accurate instant quoting depends heavily on the quality and completeness of input data. Essential information includes:
3D model: high-quality, watertight STL or STEP file
Material specification: precise grade (e.g., Inconel 718 per AMS 5662, Ti-6Al-4V Grade 5 per ASTM F2924)
Part quantity: from single prototypes to batch production
Dimensional tolerances: machining specs if applicable
Surface finish requirements: Ra target, cosmetic treatments
Heat treatment or special post-processing: required certifications (NADCAP, ISO 13485)
Delivery time expectations: expedited versus standard lead times
Providing complete and accurate data reduces quote revision cycles and helps avoid surprises in final invoicing.
Typical Pitfalls to Avoid When Requesting Instant Quotes
Common errors that degrade quote accuracy include:
Incomplete 3D model data (missing features, open shells)
Unspecified tolerances, leading to overly conservative pricing assumptions
Ambiguous material callouts without certified alloy designations
Underestimating post-processing requirements (e.g., critical surface finish for sealing surfaces or mating fits)
By investing time upfront to supply comprehensive design and specification data, engineering teams can maximize the value of instant quote platforms and make informed cost-performance trade-offs during design iterations.
Case Studies: Typical Metal 3D Printing Cost Scenarios
Real-world case studies provide practical benchmarks for understanding metal 3D printing costs across industries. The following examples illustrate typical cost structures based on part complexity, material selection, and post-processing requirements.
Aerospace Components: Titanium Alloy Complex Part
An aerospace bracket manufactured using Titanium Alloy Ti-6Al-4V Grade 5 through Powder Bed Fusion (PBF) illustrates a high-value application:
Part dimensions: 200 × 150 × 100 mm
Build volume: ~500 cm³
Print time: 40 hours (50 μm layer thickness)
Material cost: USD 250/kg → ~USD 125 per part (including 20% powder loss margin)
Machine time: USD 100/hr → USD 4,000
Post-processing:
CNC Machining: USD 500
Heat Treatment: USD 150
Surface anodizing: USD 80
Total cost: ≈ USD 4,855 per unit for a low-volume (10 units) batch
This high unit cost is justified by weight savings (~40% vs. milled billet) and improved buy-to-fly ratio (~85%), meeting strict Aerospace and Aviation standards.
Medical Devices: Stainless Steel Implants
A cranial implant case manufactured from Stainless Steel SUS316L for a custom medical application demonstrates different cost drivers:
Part dimensions: 120 × 100 × 8 mm
Build volume: ~80 cm³
Print time: 12 hours (30 μm layer)
Material cost: USD 120/kg → ~USD 10 per part
Machine time: USD 80/hr → USD 960
Post-processing:
Polishing to Ra ≤ 0.8 μm: USD 200
Passivation and sterilization: USD 100
CT inspection: USD 300
Total cost: ≈ USD 1,570 per unit
For such Medical and Healthcare applications, post-processing and quality assurance dominate the cost structure, ensuring biocompatibility and regulatory compliance (ISO 10993, ISO 13485).

Industrial Tooling: Superalloy High-Temperature Parts
A high-temperature extrusion die insert fabricated using Superalloy Inconel 718 showcases the economics of industrial tooling applications:
Part dimensions: 100 × 100 × 80 mm
Build volume: ~200 cm³
Print time: 25 hours (50 μm layer)
Material cost: USD 500/kg → ~USD 200 per part
Machine time: USD 120/hr → USD 3,000
Post-processing:
Heat Treatment (solution + aging): USD 250
Surface Treatment (coatings to improve wear resistance): USD 150
Precision machining: USD 600
Total cost: ≈ USD 4,200 per part for small-batch production
Despite higher upfront costs, AM-enabled die inserts deliver extended service life (2–3× vs. conventionally machined inserts) and enable conformal cooling channels, yielding significant ROI in Manufacturing and Tooling sectors.
How to Effectively Optimize Metal 3D Printing Costs
Optimizing metal 3D printing costs is a multi-variable engineering exercise. By carefully controlling design complexity, material choice, batch planning, and post-processing, companies can significantly reduce unit costs while maintaining required performance.
Design for Additive Manufacturing (DFAM) Principles
Applying DFAM methodologies during the early design phase yields the greatest cost savings. Key strategies include:
Topology optimization to minimize material volume (e.g., 30–60% weight reduction while maintaining strength targets per FEA validation)
Lattice structures: using engineered infill patterns (e.g., gyroid, diamond) to reduce build time and material usage
Support minimization: designing self-supporting angles (>45°) and avoiding overhangs, reducing both build time and post-processing costs
Feature consolidation: combining multiple parts into a single optimized geometry to eliminate fasteners and assemblies, reducing BOM and labor costs
Studies show that DFAM-optimized parts can achieve 25–50% lower total cost compared to conventionally designed components adapted for AM.
Optimal Material and Technology Selection
Material choice should balance mechanical performance with cost efficiency. For example:
3D Printing Materials such as Stainless Steel 316L or 17-4PH offer excellent value for general industrial parts at USD 80–150/kg, with good corrosion resistance and machinability.
Titanium alloys are ideal for aerospace and medical applications requiring lightweight, biocompatible parts but are more expensive (USD 250–350/kg).
Superalloys (e.g., Inconel 625/718) command the highest material costs but provide essential properties for extreme environments.
Similarly, matching printing technology to part requirements helps optimize costs:
Powder Bed Fusion is preferred for high-precision, complex geometries.
Directed Energy Deposition or Binder Jetting can offer lower per-volume costs for larger, less complex components.
Careful selection ensures optimal cost-performance alignment.
Smart Batch Planning and Order Consolidation
Economies of scale play a crucial role in metal 3D printing economics. Effective batch planning can reduce unit costs by 20–40%:
Part nesting: maximizing build plate utilization to amortize machine time across multiple parts
Batch consolidation: grouping multiple customer orders or internal parts in a single build to reduce changeover and setup costs
Parallel post-processing: processing parts in batch (heat treatment, surface finishing) to leverage volume-based pricing from subcontractors or in-house facilities
For repeat production, scheduling kanban-style replenishment with optimized build batches ensures consistent unit costs and minimizes inventory holding.
By combining DFAM, smart material/technology choices, and batch optimization, companies can achieve highly competitive metal 3D printing costs suitable for both prototyping and series production.