What is the typical reduction in surface roughness achievable with HIP?
What Is the Typical Reduction in Surface Roughness Achievable with HIP?
Overview
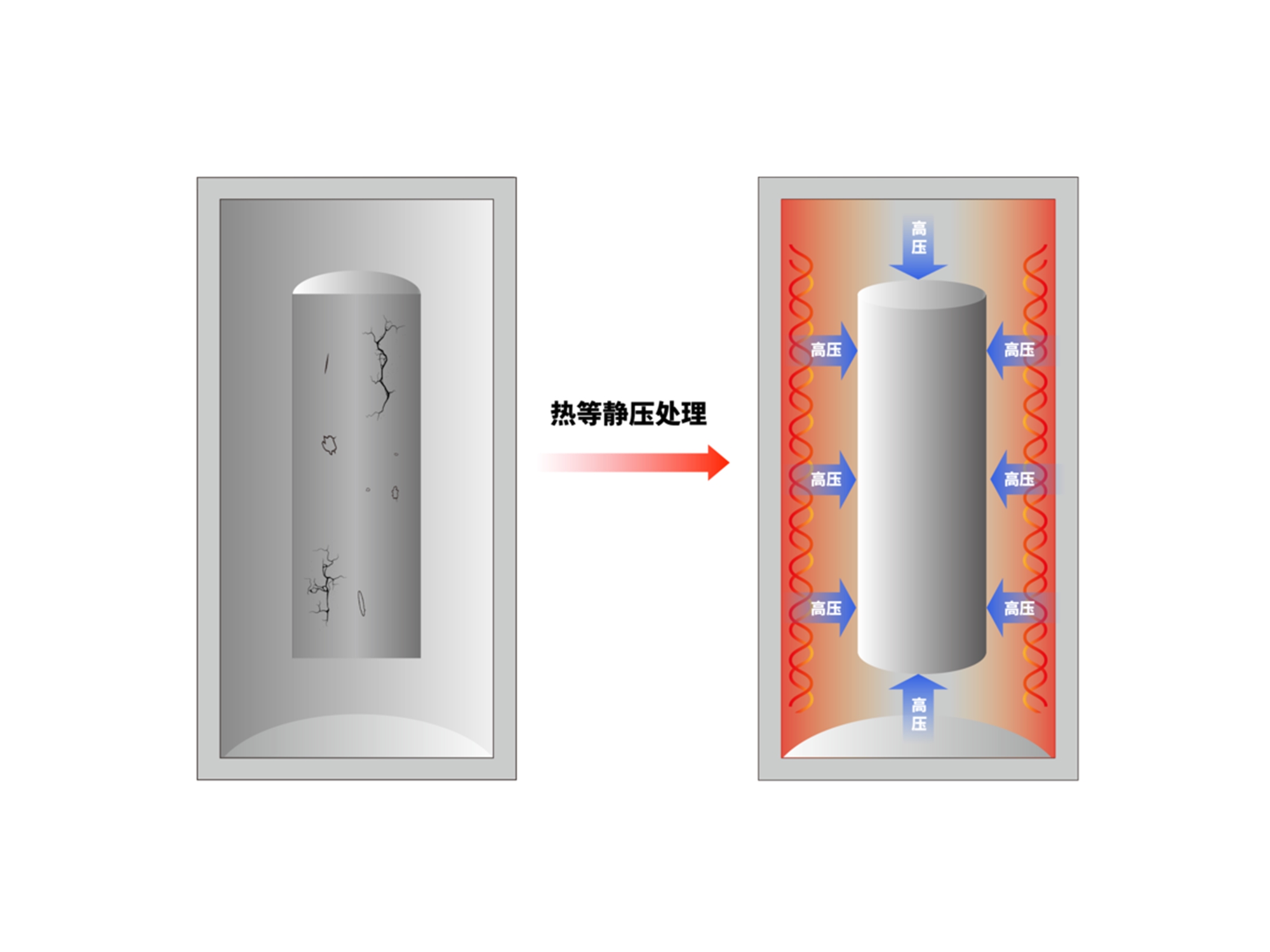
Hot Isostatic Pressing (HIP) is designed to improve the internal density and mechanical performance of 3D printed metal parts by eliminating porosity and healing subsurface defects. However, HIP is not a surface polishing process and does not directly reduce surface roughness (Ra) caused by layer-based fabrication or powder particle adhesion.
Surface Roughness Before and After HIP
As-Built Surface Roughness
Typical as-printed surface roughness values (Ra) from powder bed fusion processes such as SLM or DMLS range from:
Ra 8–15 µm on vertical and overhanging surfaces
Ra 4–7 µm on upward-facing flat surfaces
Post-HIP Surface Roughness
After HIP:
The surface roughness typically remains within ±0.5 µm of the as-printed value
The outer texture, powder adhesion marks, and layer lines are not removed
HIP does not reduce Ra significantly unless followed by additional finishing
Therefore, typical surface roughness reduction with HIP alone is negligible
Why HIP Is Still Valuable for Surface Integrity
While HIP does not visibly smooth the outer surface, it significantly enhances subsurface quality, which indirectly improves:
Resistance to crack initiation from surface flaws
Surface stability during polishing or machining
Uniformity for follow-up treatments like electropolishing or PVD coating
Achieving Final Surface Quality
To reduce surface roughness to Ra ≤ 0.2 µm for applications like medical implants or sealing interfaces, HIP must be followed by:
Summary Table
Process Stage | Typical Surface Roughness (Ra) |
|---|---|
As-printed (SLM/DMLS) | 8–15 µm |
After HIP | 7.5–15 µm |
After machining | 0.8–3.2 µm |
After electropolishing | 0.1–0.3 µm |
Recommended Services for Surface Optimization
Neway 3DP offers full workflows to achieve final surface specifications:
Hot Isostatic Pressing For structural consolidation and subsurface integrity
CNC Machining For dimensional control and Ra reduction
Surface Treatment Including polishing and coating for smooth, functional finishes